

Технолог смотрит на новую плату и считает в уме, сколько вырезов придётся фрезеровать в паллете, чтобы волна не убила SMD-разъём, торчащий в трёх миллиметрах от выводного конденсатора. Получается шесть вырезов. Плата при этом — рядовая, таких в номенклатуре полсотни, и у каждой своя геометрия. Вот в этот момент, а не на красивой презентации поставщика оборудования, и рождается вопрос о селективной пайке.
Платы изменились — а волну затачивали под другие платы
Двадцать лет назад плата была честной: либо вся выводная, либо SMD сверху, THT-разъёмы снизу. Чёткая граница, под которую волна ложилась идеально. Паллета закрывала верх, защищала что нужно, и ванна расплава работала по одному и тому же сценарию смену за сменой.
Откройте современную плату — там другой мир. BGA с шагом полмиллиметра вплотную к разъёму для шлейфа, силовой THT-конденсатор по соседству со светодиодом, и всё это на расстоянии, которое меряют миллиметрами, а не сантиметрами. Паллета под такую плотность — отдельный заказ: каждый вырез под защиту SMD-зоны фрезеруется по чертежу, проверяется и несёт риск, что фреза пройдёт на полмиллиметра не туда.
Пока таких плат на линии единицы, с этим живут. Когда их больше половины — а на контрактном производстве иначе почти не бывает — идея «прогнать всю плату через волну, заслонив лишнее» начинает разваливаться. Дело не в том, что волна сдала. Сдала её предпосылка: плата, под которую эту технологию когда-то спроектировали, кончилась. И на освободившееся место всё чаще встаёт установка селективной пайки — оборудование, которое подаёт припой адресно, а не заливает весь нижний слой разом.
Дефекты пайки плат, которые волна приносит в комплекте
Эффект тени — он же shadowing — выматывает технологов на смешанных платах сильнее всего. Высокий компонент стоит по ходу волны перед рядом низких выводов и перекрывает поток припоя; задние выводы выходят из ванны недопаянными или с обеднённым, кривым соединением. Просторный монтаж это прощает — зазоры большие, тень короткая. Плотный — нет.
Перемычки между соседними выводами. Сосульки на выходе из расплава. Корка флюса, запёкшаяся под низким компонентом, куда не подлезть ни промывкой, ни инспекцией. Непропай оттого, что плата вышла из ванны на полсекунды раньше нужного. Если собрать типичный набор претензий к волне на плотной плате, выходит короткий, но злой список:
- эффект тени — высокие компоненты перекрывают поток припоя к низким выводам за ними;
- перемычки и сосульки — на близко стоящих выводах и на выходе из расплава;
- запёкшийся флюс под низкими компонентами, недоступный для отмывки и контроля;
- непропаи из-за неверного времени контакта с волной.
По отдельности — мелочь. Но возьмите плату с парой сотен соединений, отдайте в доработку хотя бы два процента — и за смену набегают сотни ручных перепаек. Ровно тех перепаек, от которых производство уходило, покупая автоматическую пайку вместо монтажника с паяльником.
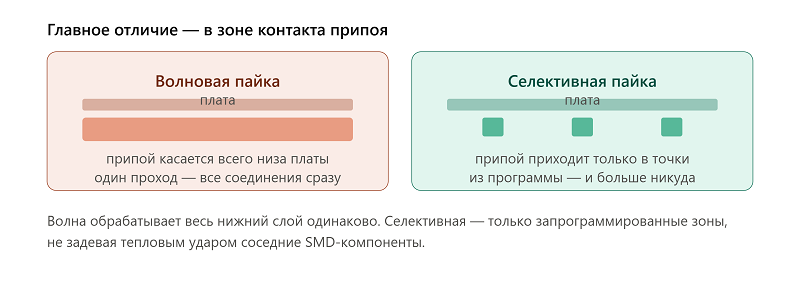
Корень в самой логике процесса. Волна обрабатывает весь нижний слой платы одинаково — ей всё равно, нужен этому участку припой или категорически нет. Селективная установка устроена наоборот: припой приходит туда, где стоит точка в программе, и больше никуда.
Что значит «точечно» — на уровне железа
«Селективная» — это про принцип, а не про один станок. Способов довести припой до нужной точки несколько, и выбирают между ними по типу компонента и по тому, что у него за соседи.
Мини-волна поднимает столбик расплава под конкретный ряд выводов — представьте локальную волну размером с монету вместо ванны во весь стол. Драг-пайка окунает группу выводов в небольшой объём припоя и плавно вытягивает плату из контакта; на многоштырьковых разъёмах в плотном ряду этот метод ведёт себя особенно опрятно. А для одиночного вывода или контакта странной формы есть струйный дозатор — solder jet, — он выстреливает каплю расплава точно в цель, вообще не касаясь платы соплом.
Перед любым из этих способов зона будущей пайки получает локальный подогрев, а флюс ложится узкой дорожкой — через капельный дозатор или микрораспылитель, а не облаком на весь низ платы, как у волны. Сопло часто работает в азоте: инертная среда душит окисление расплава и дросс прямо в точке контакта. На бессвинцовых сплавах это особенно к месту — окисляются они куда охотнее свинцово-оловянных.
Что меняется в цеху, когда нагрев становится адресным
Флюс. Его расход проседает в разы — волна поливает весь низ независимо от того, два там выводных узла или двадцать, селективная капает только в запрограммированные точки. На плате с десятком THT-соединений это видно по складу уже к концу смены, а не в годовом отчёте.
Тепло. Полный проход через волну греет плату целиком, спрашивать никого не собираясь. Селективная головка греет ровно пятно пайки — и разъём на термопластике, оптический датчик или электролит в паре миллиметров от сопла тепловой удар попросту не замечают. Для многих плат это решающий довод, а не приятный бонус.
Оснастка. Паллета чаще всего не нужна вовсе: вместо фрезерованной железки под конкретную плату — координаты в программе. Сменилась ревизия — программу поправили за час. Под новую паллету пришлось бы ждать неделю-полторы и платить за оснастку, которая устареет с очередным редизайном.
Возникает резонное сомнение: припоя в контакте меньше — не просядет ли само соединение? Производства, которые уже сделали этот шаг, отвечают обратным. Точная доза флюса плюс контакт сопла, выверенный по времени и температуре, дают шов не хуже волнового, а нередко чище — процесс не размазан по всей плате, а собран в одной точке, где обязан сработать.
Бессвинец подбросил аргументов
SAC поднял ликвидус со 183°C у старой доброй эвтектики Sn63Pb37 до 217–221°C. Тридцать с лишним градусов на бумаге пугают слабо — а на практике именно они решают, переживёт ли соседний разъём проход через волну без поведённого корпуса.
Волна вкатывает этот ужесточённый тепловой удар во весь нижний слой сразу. Многослойка при повторных циклах рискует расслоиться по препрегу, корпус разъёма из рядового термопластика — повести или покоробить. Селективная пайка держит пиковую температуру в границах паяемого пятна: разъём сидит буквально в нескольких миллиметрах от сопла и тепла почти не чувствует. Там, где бессвинцовый монтаж делит плату с термочувствительной выводной мелочью, это уже не про комфорт технолога — про то, доедет ли разъём до финиша техпроцесса живым.
Качество и прослеживаемость
Автопром, медтехника, авиация, оборонка десятилетиями требуют документированного процесса с прослеживаемостью и микроскопическим браком; IPC Class 3 прописывает это прямым текстом. Селективная машина под программным управлением пишет в лог параметры каждого прохода: температуру сопла, время контакта, координаты, программу флюсования. Вылез дефект — разбор причины превращается из гадания в адресное расследование конкретного узла, а не всей партии скопом.
У волны такой адресности нет физически. Проход через расплав — одно событие на весь низ платы. Если что-то пошло не так, причину ищут по статистике типов компонентов, а не по журналу отдельного соединения.
Где селективная пайка выигрывает по деньгам, а где проигрывает
Сказать «селективная выгоднее всегда» — значит соврать. Цифры важнее лозунга из буклета.
По скорости одной операции волна впереди: конвейер провёз плату через ванну — весь низ пропаялся разом. Селективная головка идёт по точкам последовательно (или в несколько сопел параллельно), и на плате с россыпью THT-узлов такт на одну плату выходит ощутимо длиннее.
Отсюда вывод, который продавцу оборудования говорить невыгодно: для одного изделия большими сериями, с давно вылизанной паллетой и низким браком волна остаётся трезвым выбором. Тут правит тоннаж — оснастка окупилась годы назад, дефекты вычищены ещё на стадии конструирования паллеты, а такт прямо кормит загрузку всей линии.
Всё переворачивается, когда номенклатура широкая, партии короткие, а плата плотная. Новая паллета — это дни ожидания и живые деньги в оснастку, которая может умереть со следующей ревизией. Каждый процент брака на плотном монтаже — это ручная доработка, сжирающая всю экономию от скорости волны на короткой партии быстрее, чем кажется.
Машины с несколькими соплами параллельно изрядно подтянули производительность — для плат средней сложности они подходят к волне вплотную по такту. И даже там, где такт остаётся ниже, итог нередко складывается в пользу селективной: меньше доработки, меньше оснастки под каждую плату, меньше простоев на перенастройку. Считать надо не «что быстрее в проходе», а сколько стоит готовая годная плата на выходе линии — с учётом брака, оснастки и переналадок.
Универсального ответа здесь нет и не будет: слишком по-разному загружены производства.
Чего не стоит упускать при смене метода пайки
Сопло под геометрию площадки подбирают как инженерную задачу, не как пункт чек-листа. Диаметр и форма должны лечь под конкретный разъём и шаг выводов; промах здесь возвращает ровно те дефекты, от которых бежали с волны, только теперь аккуратно собранные в одной точке.
Флюс и способ подачи. Струйный дозатор, микрораспыление через маску, капля — выбирают под номенклатуру и под требования к остаткам. На no-clean точность дозы важнее, чем на волне: лишний флюс никто не смоет, он останется там, куда упал.
Программирование и зрение. Решают, насколько шустро линия переваривает новую плату. Offline-программирование плюс автопривязка по реперам сжимают запуск партии до часов; без них часть той самой гибкости, ради которой всё затевалось, утекает обратно в ручную донастройку.
Люди. Пункт, который вечно всплывает уже после подписания счёта. Логика селективной машины другая: не угол конвейера и подбор паллеты, а траектории, параметры сопла, профиль локального подогрева. Бригада, десять лет жившая с волной, за день её не переймёт. Время на обучение закладывают в план перехода сразу, а не дописывают карандашом на полях, когда линия уже стоит и ждёт.
Волновая пайка печатных плат никуда не уходит: для настоящих выводных плат, длинных серий и отлаженных годами процессов она по-прежнему быстра и оправдана. Просто таких плат на линиях становится меньше, а смешанный плотный монтаж давно стал буднями. Там, где волна борется с собственной природой — греет всё подряд, не видит отдельного соединения, требует новой железки под каждую ревизию, — селективная пайка делает ровно то, чего от неё ждут: касается припоем только нужной точки и оставляет соседей в покое.
Назрел этот выбор на вашей линии — пришлите чертёж проблемной платы и текущий процент брака на волне. Разберём, какой способ подачи припоя и какая конфигурация закрывают вашу номенклатуру без лишних компромиссов.